30年专注国标电缆厂家
品质源于坚持、技术引导创新
拥有咨询热线
13811125631热门关键词:

发布人:wubaiyi 发布时间:2026-07-14 15:56:56
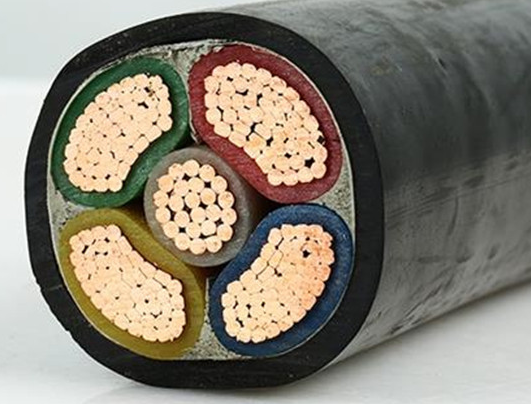
电缆制造的质量控制要点包括以下几个方面:
原材料检验:
检查导体材料(铜、铝、铝合金等)的外观质量、尺寸及光泽
验证绝缘材料(聚氯乙烯、聚烯烃等)和护套材料的化学成分
确保铠装和填充材料符合工艺要求
绞合工序质量控制:
单线直径偏差必须在工艺规定范围之内
单线应光洁、无油污、无严重机械损伤,铜线无严重氧化
检查压轮、木模、钢模是否符合工艺规定
验证绞合单线根数、排列方式、绞合节距和方向
检查线芯外观质量,应紧实圆整,无损伤绝缘层的毛刺、锐边
单线接头必须焊接,两个接头间距不小于300mm
确保排线平整,无交叉、无压摞
绝缘工序质量控制:
检查模具是否符合工艺规定
绝缘层厚度六点平均值及最薄点应符合工艺规定
绝缘线芯识别标志要求色泽分明,数字标志清晰、耐磨
绝缘层应塑化良好,外观光滑,无气泡、杂质、裂纹
绝缘层紧密挤包在导体上,不允许有压扁、碰伤、鼓包现象
所有绝缘线芯必须经过火花试验,击穿后需修复并重新试验
成缆工序质量控制:
检查绝缘线芯的排列、节距和方向
验证绕包带规格尺寸、层数和绕包方式
确保绕包带紧实,无打折、破损、漏包现象
填充应饱满,电缆外观圆整,不圆度符合工艺规定
交联工序质量控制:
检查内、外半导体的厚度,最薄点应符合工艺规定
绝缘厚度平均值和最薄点需每轴检查
每轴电缆都要进行交联度试验
检验分类与实施:
首件检验:生产开始时检查温度、光泽度等参数,防止批量不合格
巡回检验:生产过程中定期抽样检查
完工检验:产品完成后的全面检查
新能源汽车高压电缆特别控制点:
端子压接外观满足压接规范,拉力值达标
波纹管裁剪切口平齐,优先在波峰位置裁切
热缩管无刺破现象,热缩位置准确
标签管内容信息准确完整,无错带、漏带
连接器拧紧力矩符合要求
检测屏蔽层与内芯间电阻阻值
通过电检回路关系、线束耐电压和气密检测
成品质量控制:
检查表面有无污垢、划痕、弯曲或断裂
验证电阻、集肤效应与电感等电气特性
测试耐压、耐弯曲和耐磨耗等机械性能
确保产品表面达到相同的光泽度标准
